Zydus Hospital
Zydus Hospital is a leading healthcare institution delivering advanced medical services through world-class infrastructure, technology, and patient care. To support sustainable operations, the hospital required a wastewater treatment solution capable of safely managing healthcare effluent and enabling water reuse.

The Challenge
Healthcare wastewater contains a complex mix of contaminants originating from medical, laboratory, radiology, kitchen, laundry, and patient care activities.
Compact Footprint
Available space for the treatment facility was extremely limited, requiring a compact design that fits within the hospital's layout restrictions.
Prefabricated Construction
The client required a prefabricated treatment system while maintaining high treatment capacity, reliability, and minimal site disturbance.
Variable Wastewater Generation
The plant needed to handle fluctuating wastewater flows and patient care load spikes while maintaining consistent treatment performance.
Project Objectives
Safe & Automated
Safe treatment of complex hospital wastewater with high operational automation to minimize dependency.
Compact & Efficient
Minimal footprint layout utilizing MBR technology to significantly reduce sludge generation.
Water Reuse
Consistent treated water quality output for direct recycling within cooling tower utilities.
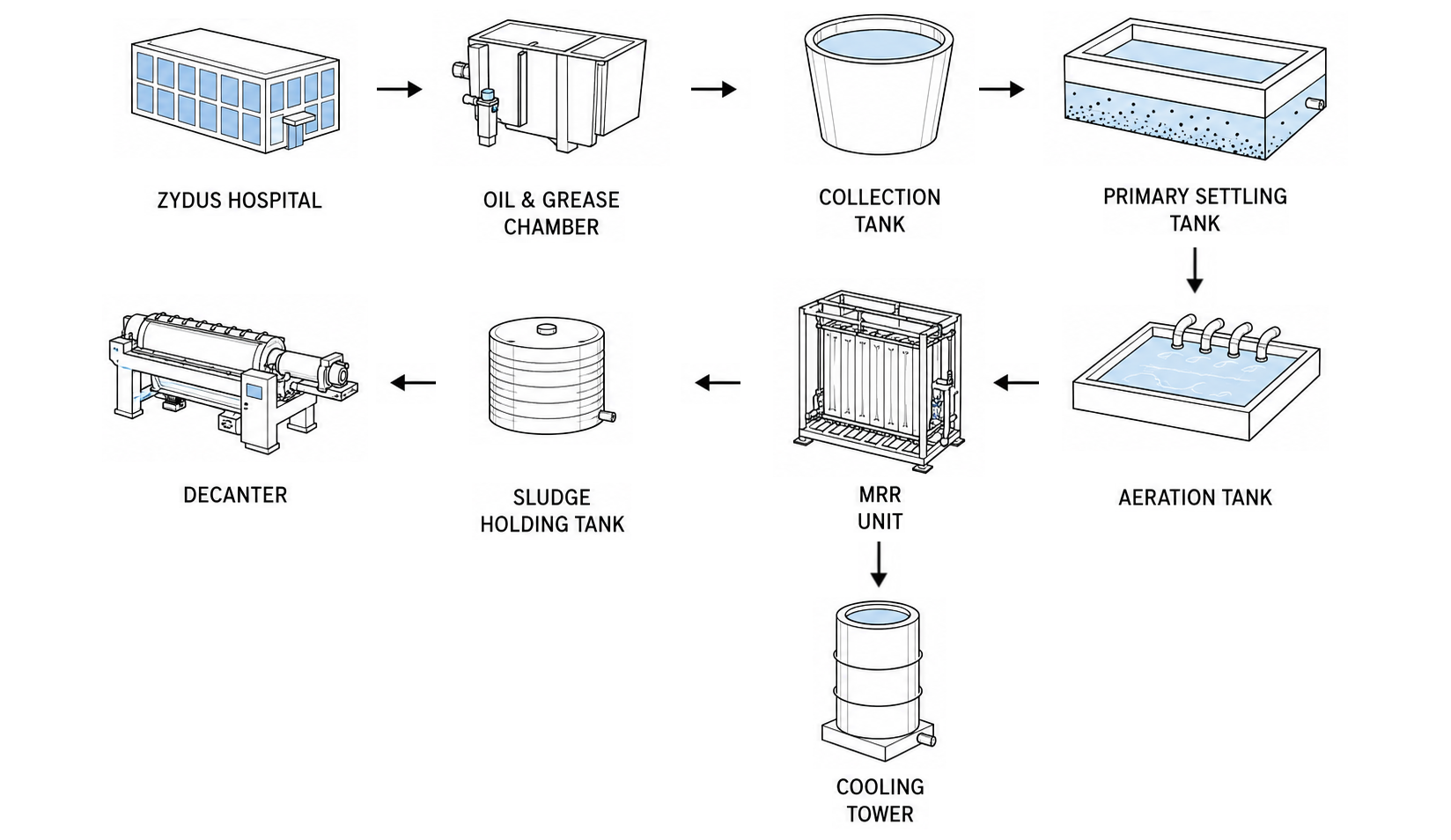
Process Flow Diagram (PFD) for 300 KLD Hospital Wastewater Treatment Plant
Engineering Solution
Shubham designed a compact treatment process incorporating Membrane Bioreactor (MBR) technology and a high degree of automation.
Primary Treatment
Components: Screening, Oil & Grease Removal System, Collection Tank
Purpose: Remove raw floating impurities, separate healthcare oils & greases, and equalize pH and load variation.
Secondary Treatment
Components: Aeration System, Dissolved Oxygen Control, Membrane Bioreactor (MBR)
Purpose: Reduce organic load (COD/BOD) biologically and filter wastewater using high-grade membrane elements.
Dewatering & Reuse
Components: Sludge Dewatering via Decanter, Treated Water Recycling System
Purpose: Dewater biological sludge to minimize waste, and reuse high-purity output for cooling towers.
Technology Spotlight: Membrane Bioreactor (MBR)
The MBR system combines biological treatment with membrane filtration, producing consistently high-quality treated water while requiring less space than conventional technologies.
Key Benefits:
- Compact footprint
- High-quality effluent
- Reduced sludge generation
- Lower operator dependency
- High automation
- Stable treatment performance
Results & Performance
| Parameter | Inlet Value | Outlet Value |
| pH | 7.0–7.5 | 7.41 |
| BOD | 300–350 mg/L | 3 mg/L |
| COD | 450–600 mg/L | 6 mg/L |
| TSS | 150–250 mg/L | 10 mg/L |
| Oil & Grease | 15 mg/L | NIL |
"A compact and highly automated wastewater treatment solution delivering reliable performance, safe water reuse, and sustainable hospital operations."
Performance Highlights
98%+
COD Reduction
99%+
BOD Reduction
Near-Zero
Oil & Grease
350 m³/day
Water Recovery Capacity
Sustainability Impact
By implementing advanced MBR treatment technologies and water reuse infrastructure, the project contributes to:
Reduced freshwater consumption
Circular water management
Lower environmental discharge
Improved environmental performance
Sustainable hospital operations